
我们公司是一条龙生产注射针的OEM制造商。从针座、针帽等塑料成型品到针管制造,再到组装、包装、灭菌,全部由本公司自主进行。
自己公司一条龙生产的最大的优点,就是可以构建万全的质量管理体制,满怀自信地提供可以让客户放心使用的产品。
本公司在所有工序中都制定了严格的检查程序,并通过了ISO13485、CE标志及FDA等国际医疗设备质量保证标准的认证。
极细管的制造和针尖的研磨、涂层凝结了多年积累的独创技术,是名副其实的“日本质量”。
 |
制管 此工序用不锈钢板制造用于注射针的极细管。不锈钢板使用的是具备适于加工注射针的硬度与粘性的定制产品。在制管工序中,将不锈钢板卷起并焊接成小直径管。在浮选工序(floating process)中,重复多次,使外形和壁厚接近注射针的规格。 |
|
 |
||
 |
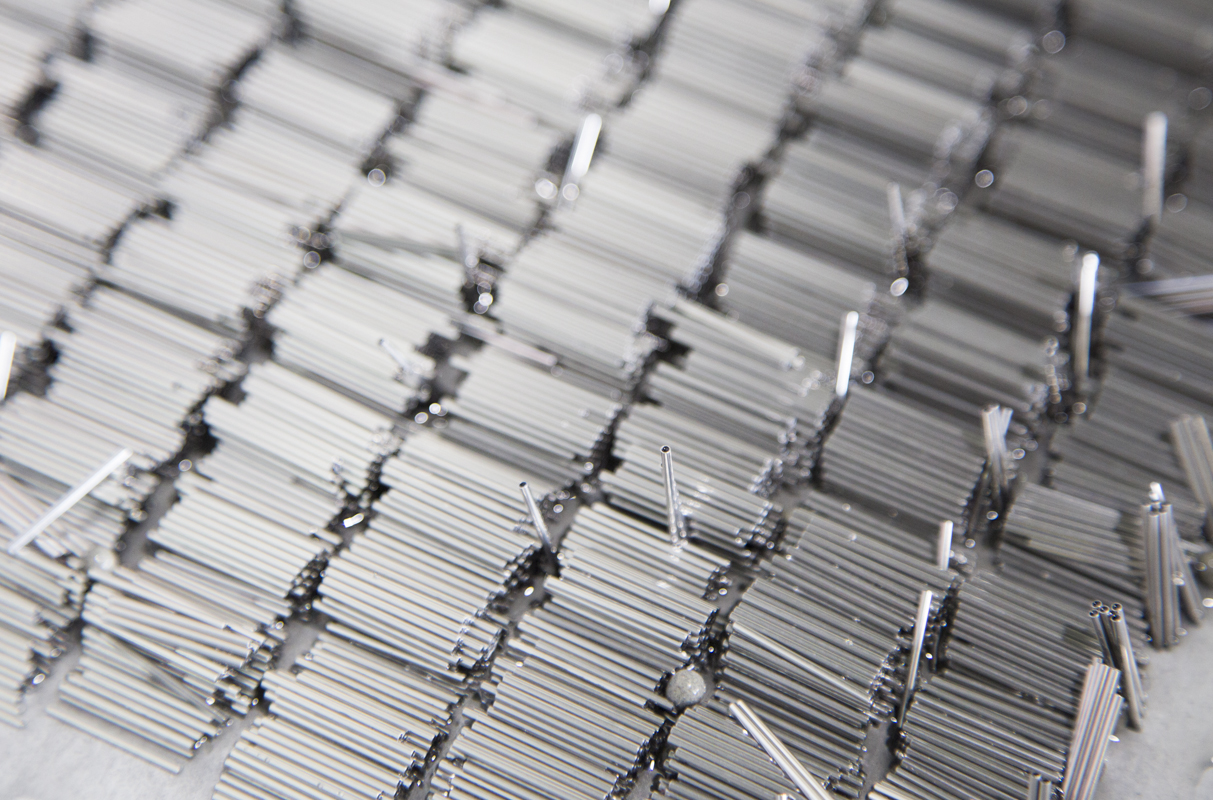
加工成注射针用管 在制管工序中制造的不锈钢管经过烧钝工序(退火)使其变成适于加工的硬度,再经过拉伸工序将外形和壁厚调整到规定的规格,然后用矫直机加工成直管并进行切割成不锈钢管。不锈钢管按照每5000根中抽取6根的比较进行抽样,5根用于检查,1根留作样品。 |
|
|
||
 |
管的检查
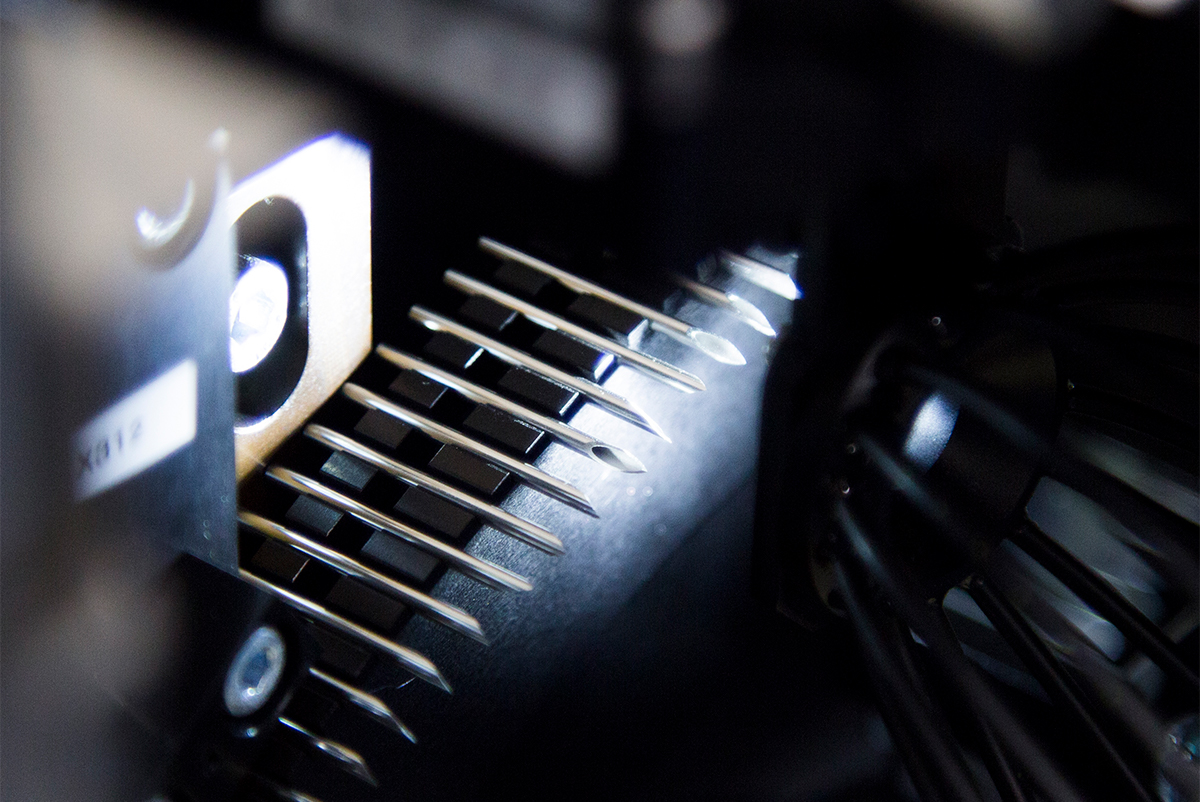
注射针用极细不锈钢切割管将被送进检查室,由资深检查人员检查是否有“扭曲、划痕、脏污”。此外,还要通过抽样检查,准确地测量外形、壁厚、挠度等,并进行耐破坏、弯曲强度、弹性、外观、内径等检查。这些检查均按照检查计划进行,并留有检查记录。 |
|
|
||
 |
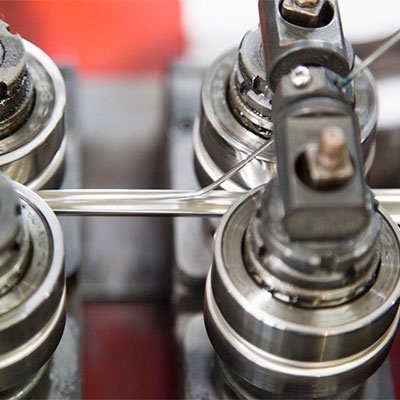
加工成注射用针 将不锈钢管加工成注射用针的粗细后,再根据注射针的用途进行加工。锋利的针尖是用高速旋转的磨石打磨而成。清洗针等针尖部分被加工成光滑状态的针管,通过电解去除毛刺,进行表面处理,再经过最终清洗工序,以纯净的不锈钢的状态送入洁净室。 客户对针尖的加工有种各样的要求,经常要根据客户的要求调整制造工序。此外,世界各国都在进行医疗技术的创新,我们公司也依靠这些工序向新型注射针发起挑战。 |
|
|
||
 |
组装 组装工序的作业全部在洁净室内进行。最后洗净的针管经过全数检查后送往组装工序。在组装工序中,将针管和针座粘合,进行涂层加工,并安装针帽。全部工序都实现了自动化,并全数进行无针管、逆针、针尖(针尖弯曲)检查等。组装完成的注射针还要进行粘合强度、穿刺阻力等抽样检查。 我们的注射针穿刺阻力小,疼痛少,在世界各国受到高度评价,我们还会根据客户的情况,出售针管和散装产品。 全数检查:针尖 出先 逆针 无针管 抽样检查:粘合强度 穿刺阻力 弯针 外观 |
|
|
||
 |
包装与灭菌 组装完成的注射针,按照1板10根、10板1盒进行包装,并在装盒的同时进行全数检查。将盒子送往灭菌工序,作为OEM产品交货。 我们公司进行世界各国的OEM产品制造,因此包装和盒子上全部印有OEM客户的品牌。 包装、装盒、灭菌等最终工序可按照OEM客户的要求,根据需要进行选择。因此,也可指定灭菌/未灭菌、无盒等交货形式。我们公司也可单独提供灭菌服务。 包装 装盒 灭菌 |
|
 |
 |
 |
 |
 |
 |